电弧喷涂修复磨损腐蚀
更新:2017-7-27 16:40:29 点击:
- 产品品牌 抗耐牌
- 产品型号 KN60
- 产品描述
...
产品介绍
喷涂时,送丝机构3不断地将两根金属丝向前输送。两根金属丝进入导向嘴4内以后弯曲,从导向嘴伸出来时就相互靠近。由于两导向嘴分别与电源的正负极相连,在具有一定电位差的两根金属丝相互接触短路后,电流产生的热量将尖端处的金属丝熔化并产生电弧,电弧进一步熔化金属丝。
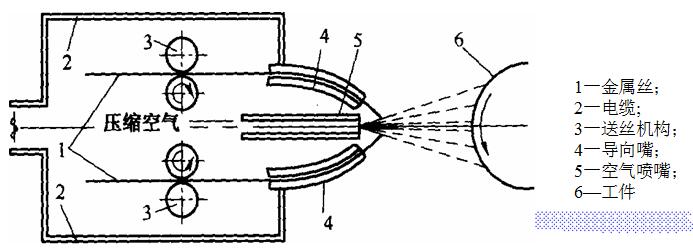
图(1)电弧喷涂工作原理
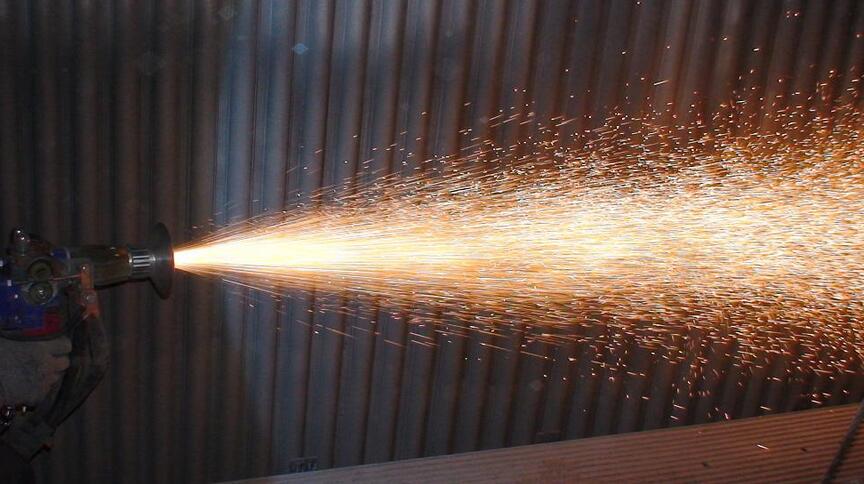
熔化的金属丝被从空气喷嘴5喷出的0.5~0.6MPa的压缩空气吹成微粒,并以140~300m/s的速度撞击到需喷涂的零件表面上。这样,半塑性金属颗粒以高速度撞击变形并填塞在粗糙的零件表面上,就逐渐地形成覆盖层。金属丝不断地向前输送,同时不断地被熔化,熔化的金属又不断地吹向工件表面,从而保证了喷涂过程的连续进行。

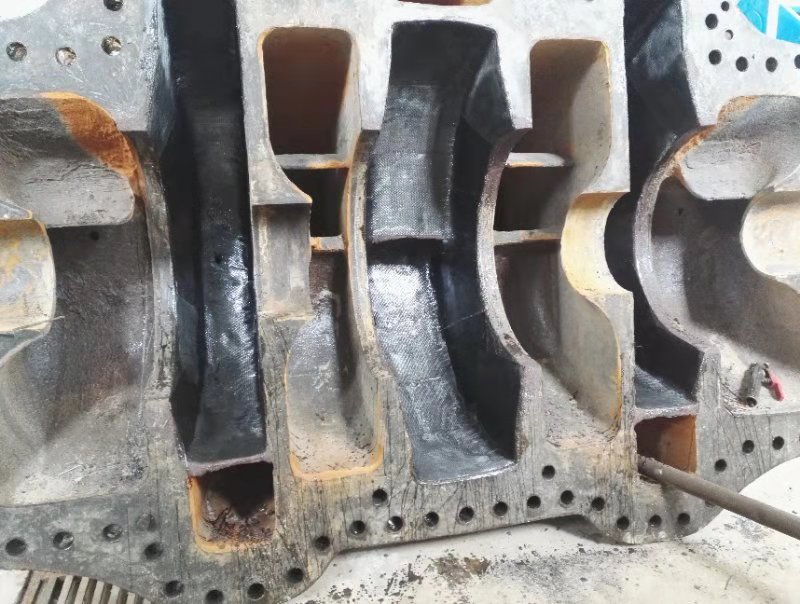
图(2)采用电弧喷涂喷涂制作涂层预保护
电弧喷涂过程由下列四个循环阶段组成:
①两电极接触,钢丝的尖端短路被熔化;
②熔化的金属丝被压缩空气吹断,电流突然中断,引起自感电势并产生电弧;
③电弧熔化的金属被吹散成为小颗粒;
④电弧中断。
此后,两电级再次接触短路并重复前一循环。每循环的时间短,通常只有千分之几秒。
更多产品